Indholdsfortegnelse:
- Trin 1: Påkrævede dele og materialer
- Trin 2: Trykte dele
- Trin 3: Adskillelse af DVD Drive Stepper -mekanismen
- Trin 4: Forbered skyderen
- Trin 5: Montering af skyderskinnerne til Y-aksen
- Trin 6: Montering af skyderskinnerne til X-aksen
- Trin 7: Kabelføring af trinmotorer
- Trin 8: Kammning af X- og Y -aksen
- Trin 9: Elektronikken
- Trin 10: Montering af elektronikken til ramme
- Trin 11: Justering af trindriverens strøm
- Trin 12: Lasermontering
- Trin 13: Gør dig klar
- Trin 14: GRBL -firmware
- Trin 15: Software til at sende G-KODE
- Trin 16: Tilpasning af systemet
- Trin 17: Trægravering
- Trin 18: Tyndt papirskæring
- Trin 19: Vinylskæring og fremstilling af tilpassede klistermærker
")
Video: DIY Mini CNC lasergraver .: 19 trin (med billeder)
")
2024 Forfatter: John Day | [email protected]. Sidst ændret: 2024-01-30 08:28

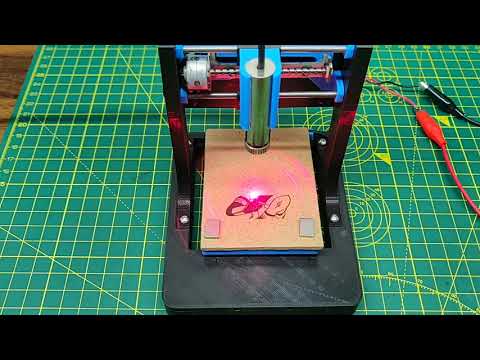

Dette er en instruktion om, hvordan jeg remixede min gamle CNC lasergraver og lavede en stabil version af en Arduino -baseret laser CNC -graver og tyndt papirskærer ved hjælp af gamle DVD -drev og ved hjælp af 250mW laser.
Gammel version af My CNC:
Gammel version var ikke meget stabil og havde noget wobble på grund af ujævne dele, så jeg besluttede at lave en stabil version af den ved hjælp af 3D -printede dele. Hvilket gav mig fremragende resultater inden for lasergravering selv i meget små detaljer, denne maskine er kabel til at udføre arbejdet godt. Du kan se detaljerne i øjet på det indgraverede billede.
Afspilningsområdet er max 40 mm x 40 mm.
Trin 1: Påkrævede dele og materialer
- Arduino Nano (med USB -kabel)
- 2x DVD -drev stepper mekanisme
- 2x A4988 stepper motor driver moduler (eller GRBL skjold)
- 250mW Laser med justerbart objektiv (eller derover)
- 12v 2Amps strømforsyning minimum
- 1x IRFZ44N N-KANAL Mosfet
- 1x 10k modstand
- 1x 47ohm modstand
- 1x LM7805 spændingsregulator (med kølelegeme)
- Tomt printkort
- Mandlige og kvindelige overskrifter
- 2,5 mm JST XH-stil
- 2 -polet hanstik
- 1x 1000uf 16v kondensator Jumperkabler
- 8x små neodymmagneter (som jeg har reddet fra DVD -objektivmekanisme)
- 1x 2pin stik i skrueklemmer
- Lynlås slips (100 mm)
- Super lim
- 6x M3x12 skruer
- 8x M2x5 skruer
- Laser sikkerhedsbriller
"LASER SIKKERHEDSBRIL er nødvendige i dette projekt".
Trin 2: Trykte dele

STL -filer, se den vedhæftede fil eller gå til:
Alle dele er trykt i ABS -materiale.
Udskriftsindstillinger: Laghøjde: 0,2 mm
Fyld: <25%
Understøtter: Nej
Trin 3: Adskillelse af DVD Drive Stepper -mekanismen


To DVD-drivermekanismer er påkrævet, en til X-aksen og den anden til Y-aksen. Ved hjælp af en lille stjerneskruetrækker fjernede jeg alle skruerne og den afmonterede trinmotor, glideskinnerne og tilhængeren. Steppermotorerne er 4-benet bipolær trinmotor.
Den lille størrelse og de lave omkostninger ved en DVD -motor betyder, at du ikke kan forvente høj opløsning fra motoren. Det leveres af blyskruen. Det er heller ikke alle sådanne motorer, der gør 20 trin/omdrejninger. 24 er også en almindelig spec. Du skal bare teste din motor for at se, hvad den gør.
Fremgangsmåde til beregning af opløsningen for CD -drev -trinmotor:
For at måle opløsningen af CD/DVD -drev stepper motor, blev der brugt et digitalt mikrometer. Afstanden langs skruen blev målt. Den samlede længde af skruen ved hjælp af et mikrometer, som viste sig at være 51,56 mm. For at bestemme blyværdien, som er afstanden mellem to tilstødende gevind på skruen. Trådene blev talt til at være 12 tråde inden for denne afstand. Bly = afstand mellem tilstødende tråde = (samlet længde / antal tråde = 51,56 mm) / 12 = 4,29 mm / omdr. Trinvinklen er 18 grader, hvilket svarer til 20 trin/omdrejning. Nu hvor alle nødvendige oplysninger er tilgængelige, kan trinmotorens opløsning beregnes som vist herunder: Opløsning = (Afstand mellem tilstødende tråde)/(N trin/omdrejning) = (4,29 mm/omdrejning)/(20 trin/omdrejninger)) = 0,214 mm/trin. Hvilket er 3 gange bedre den krævede opløsning, som er 0,68 mm/trin.
Trin 4: Forbered skyderen



Ved hjælp af Super Lim har jeg limet skyderen og guiden til en del. Fjeder er fastgjort for at opretholde spændingen mellem styret og ledeskruen for at undgå sort-vippe.
Trin 5: Montering af skyderskinnerne til Y-aksen



Inden montering af skyderen i basen har jeg limet 4x små neodymmagneter (som jeg har reddet fra DVD-objektivmekanisme) ind i X-pladen. Disse magneter hjælper med at holde emnet fast på arbejdsområdet.
Den glatte stang vil holde glidemekanismen intakt til basen.
Trin 6: Montering af skyderskinnerne til X-aksen



Her har jeg ved hjælp af superlim og skrue fastgjort styremekanismen til laserhuset.
Fastgjorde trinmotoren på stedet ved hjælp af skruerne og bagefter indsatte de glatte stænger og styringsdelen i hullerne givet ved at huske på, at skyderen bevæger sig frit ikke for hårdt. Og fastgjorde siderammestolperne til den.
Trin 7: Kabelføring af trinmotorer



Til steppermotorer har jeg brugt gammelt usb -kabel, fordi det har 4 ledninger indeni og har et dæksel på, og det er mere fleksibelt og let at arbejde med.
Brug kontinuitetstilstand i Multimeter til at bestemme bestemme 2 Coil, Coil A og Coil B.
Jeg lavede 2 par tråd ved at vælge farver, et par til spolen A og andet til spolen B.
Loddet dem og brugte varmekrympeslange på det.
Trin 8: Kammning af X- og Y -aksen


Brug 4x M3x12 skruer til at kombinere basen og to siderammen til en samling.
Trin 9: Elektronikken



DELE BRUGT TIL FØREREN ER:
- Arduino Nano.
- 2x A4988 trinmotordrivere.
- 1x IRFZ44N N-KANAL MOSFET.
- 1x LM7805 Spændingsregulator med kølelegeme.
- 1x 47ohm og 1x 10k modstand.
- 1x 1000uf 16V kondensator.
- 1x 2,5 mm JST XH-Style 2-polet hanstik.
- MALE og FEMALE Header Pins.
- 1x (20 mm x 80 mm blank PCB).
I GRBL er de digitale og analoge stifter af Arduino reserveret. 'Step' -tappen til X- og Y -akserne er fastgjort til henholdsvis digitale pins 2 og 3. 'Dir' -tappen til X- og Y -akserne er fastgjort til henholdsvis digitale stifter 5 og 6. D11 er til laser Aktiver. Arduinoen får strøm via USB -kablet. A4988 -drivere via ekstern strømkilde. Alle jorden deler fælles forbindelser. VDD på A4988 er forbundet til 5V Arduino. Laseren, jeg har brugt, kører på 5V og har indbygget et konstant strømkredsløb. Til den konstante 5V kilde fra den eksterne strømforsyning bruges LM7805 spændingsregulator. Kølelegeme er obligatorisk. IRFZ44N N-CHANNEL MOSFET fungerer som en elektronisk switch, når den modtager digitalt højt signal fra pin D11 på Arduino. BEMÆRK: 5V fra Arduino nano kan ikke bruges, da laseren trækker mere end 250mA, og Arduino Nano er ikke i stand til at levere så meget strøm.
Konfiguration af mikro -trin for hver akse.
MS0 MS1 MS2 Microstep -opløsning.
Lav Lav Lav Full trin. Høj Lav Lav Halv trin.
Lav høj Lav kvart trin.
Høj Høj Lav Ottende trin.
Høj Høj Høj Sekstende trin.
De 3 ben (MS1, MS2 og MS3) er til valg af en af de fem trinopløsninger i henhold til ovenstående sandhedstabel. Disse ben har interne pull-down modstande, så hvis vi lader dem være afbrudt, fungerer tavlen i fuld trin-tilstand. Jeg har brugt konfigurationen i 16. trin til glat og støjfrit. De fleste (men bestemt ikke alle) trinmotorer gør 200 fulde trin pr. Omdrejning. Ved korrekt styring af strømmen i spolerne er det muligt at få motoren til at bevæge sig i mindre trin. Pololu A4988 kan få motoren til at bevæge sig i 1/16 trin - eller 3, 200 trin pr. Omdrejning. Den største fordel ved mikrostegning er at reducere bevægelsens ruhed. De eneste fuldstændigt præcise positioner er positionerne i fuld trin. Motoren vil ikke være i stand til at holde en stationær position på en af de mellemliggende positioner med samme positionsnøjagtighed eller med det samme holdemoment som ved fuldtrinnspositionerne. Generelt skal der anvendes høje trin ved at bruge høje hastigheder.
Trin 10: Montering af elektronikken til ramme


Monterede driverkortet på bagpladen ved hjælp af 2x M2 skruer og til rammen på maskinen ved hjælp af 2x M3x12 skruer. Tilsluttet forbindelserne til trinmotorerne X, Y og laseren.
Trin 11: Justering af trindriverens strøm


For at opnå høje trinhastigheder er motorforsyningen typisk meget højere, end det ville være tilladt uden aktiv strømbegrænsning. For eksempel kan en typisk trinmotor have en maksimal strømstyrke på 1A med en 5Ω spolemodstand, hvilket ville indikere en maksimal motortilførsel på 5 V. Brug af en sådan motor med 12 V ville muliggøre højere trinhastigheder, men strømmen skal aktivt begrænses til under 1A for at forhindre skader på motoren. A4988 understøtter en sådan aktiv strømbegrænsning, og trimmerpotentiometeret på kortet kan bruges til at indstille strømgrænsen. En måde at indstille strømgrænsen på er at sætte driveren i fuldtrinsfunktion og måle strømmen, der løber gennem en enkelt motorspole uden at clocke STEP-indgangen. Den målte strøm vil være 0,7 gange strømgrænsen (da begge spoler altid er tændt og begrænset til 70% af den aktuelle grænseindstilling i fuldtrinsfunktion). Bemærk, at ændring af den logiske spænding, Vdd, til en anden værdi, ændrer den aktuelle grænseindstilling, da spændingen på "ref" -stiften er en funktion af Vdd. En anden måde at indstille strømgrænsen på er at måle spændingen direkte oven på potentiometeret og beregne den resulterende strømgrænse (strømfølermodstandene er 0,1Ω). Strømgrænsen vedrører referencespændingen som følger: Strømgrænse = VREF × 1,25 Så hvis f.eks. Referencespændingen er 0,6 V, er strømgrænsen 0,75A. Som nævnt ovenfor, i fuldtrinnstilstand, er strømmen gennem spolerne begrænset til 70% af strømgrænsen, så for at få en fuldtrins spolestrøm på 1A, bør strømgrænsen være 1A/0,7 = 1,4A, hvilket svarer til en VREF på 1,4A/1,25 = 1,12 V. Se A4988 -databladet for mere information. Bemærk: Spolestrømmen kan være meget forskellig fra strømforsyningsstrømmen, så du bør ikke bruge strømmen målt ved strømforsyningen til at indstille strømgrænsen. Det passende sted at placere din nuværende måler er i serie med en af dine stepper motor spoler.
Trin 12: Lasermontering



Laseren jeg har brugt er Focusable Laser Module 200-250mW 650nm. Det ydre metalhus fungerer som en varmelegeme til laserdioden. Det har fokuserbart objektiv til justering af laserprik. Tilslut lasertrådsterminalen til laserstikket på driverkortet.
Du kan få en her.
Trin 13: Gør dig klar


Brug fire små Neodymium-magneter til at låse arbejdsemnet på arbejdssengen og indstille X- og Y-aksen til udgangsposition (hjem). Tænd driverkortet via ekstern strømkilde og Arduino Nano til computeren via et USB A til USB Mini B -kabel.
Tænd også kortet via en ekstern strømkilde.
SIKKERHED FØRSTE. LASER SIKKERHEDSGLASSE SKAL BEHØVES
Trin 14: GRBL -firmware



- Download GRBL, her
- Udpak mappen grbl-master på skrivebordet, du finder den i filen master.zip
- Kør Arduino IDE
- Vælg i menuen på programlinjen: Skitse -> #include Library -> Add Library from file. ZIP
- Vælg den mappe grbl, du kan finde inde i mappen grlb-master, og klik på Åbn
- Biblioteket er nu installeret, og IDE -softwaren viser dig denne meddelelse: Biblioteket føjes til dit bibliotek. Kontroller menuen "biblioteker inkludering".
- Åbn derefter et eksempel kaldet "grbl upload" og upload det til dit arduino bord.
Trin 15: Software til at sende G-KODE



Vi har også brug for en software til at sende G-kode til CNC, for at jeg har brugt LASER GRBL
LaserGRBL er en af de bedste Windows GCode streamer til DIY lasergraver. LaserGRBL er i stand til at indlæse og streame GCode -stien til arduino, samt indgravere billeder, billeder og logo med intern konverteringsværktøj.
LASER GRBL Download.
LaserGRBL kontrollerer konstant, om der er tilgængelige COM -porte på maskinen. Listen over porte giver dig mulighed for at vælge den COM -port, som dit kontrolkort er tilsluttet.
Vælg den korrekte baudrate for forbindelsen i henhold til din maskins firmware -konfiguration (standard 115200).
Grbl -indstillinger:
$$ - Se Grbl -indstillinger
For at se indstillingerne skal du skrive $$ og trykke på enter efter tilslutning til Grbl. Grbl bør svare med en liste over de aktuelle systemindstillinger, som vist i eksemplet herunder. Alle disse indstillinger er vedvarende og gemmes i EEPROM, så hvis du slukker, indlæses disse igen næste gang du tænder for din Arduino.
$ 0 = 10 (trinpuls, usec)
$ 1 = 25 (trinvis inaktiv forsinkelse, msek)
$ 2 = 0 (trinport -inverteringsmaske: 00000000)
$ 3 = 6 (dir port invert mask: 00000110)
$ 4 = 0 (trinaktivering inverter, bool)
$ 5 = 0 (limit pins invert, bool)
$ 6 = 0 (probe pin inverter, bool)
$ 10 = 3 (statusrapportmaske: 00000011)
$ 11 = 0,020 (krydsafvigelse, mm)
$ 12 = 0,002 (buetolerance, mm)
$ 13 = 0 (rapporter tommer, bool)
$ 20 = 0 (bløde grænser, bool)
$ 21 = 0 (hårde grænser, bool)
$ 22 = 0 (homing -cyklus, bool)
$ 23 = 1 (homing dir invert mask: 00000001)
$ 24 = 50.000 (homing feed, mm/min)
$ 25 = 635.000 (homing seek, mm/min)
$ 26 = 250 (homing debounce, msek)
$ 27 = 1.000 (homing pull-off, mm)
$ 100 = 314,961 (x, trin/mm)
$ 101 = 314,961 (y, trin/mm)
$ 102 = 314,961 (z, trin/mm)
$ 110 = 635.000 (x maks. Hastighed, mm/min)
$ 111 = 635.000 (y maksimal hastighed, mm/min)
$ 112 = 635.000 (z maks. Hastighed, mm/min)
$ 120 = 50.000 (x accel, mm/sek^2)
121 = 50.000 (y accel, mm/sek^2)
$ 122 = 50.000 (z accel, mm/sek^2)
$ 130 = 225.000 (x maks. Rejse, mm)
$ 131 = 125.000 (y maks. Rejse, mm)
$ 132 = 170.000 (z maks. Rejse, mm)
Trin 16: Tilpasning af systemet



Her kommer den sværeste del af projektet.
-Justering af laserstrålen til den mindst mulige prik på emnet. Dette er den sværeste del, der kræver tid og tålmodighed ved hjælp af spor- og fejlmetode.
-Tilpasning af GRBL -indstillingerne til $ 100, $ 101, $ 130 og $ 131
Min indstilling for GRBL er $ 100 = 110.000
$101=110.000
$130=40.000
$131=40.000
Jeg prøvede at indgravere en firkant på 40 mm sider, og efter så mange fejl og justering af indstillingen af grbl, får jeg den rigtige 40 mm linje graveret fra både X- og Y-aksen. Hvis opløsningen for X og Y-akser ikke er den samme, skaleres billedet i begge retninger.
Husk, at ikke alle trinmotor fra dvd -drev er ens.
Det er en lang og tidskrævende proces, men resultaterne er så tilfredsstillende, når de justeres.
LaserGRBL brugergrænseflade.
- Forbindelseskontrol: her kan du vælge seriel port og korrekt baudhastighed til tilslutning i henhold til grbl -firmwarekonfiguration.
- Filkontrol: dette show indlæste filnavn og graveringsprocesforløb. Den grønne "Afspil" -knap starter programkørsel.
- Manuelle kommandoer: du kan indtaste en hvilken som helst G-kode linje her og trykke på "enter". Kommandoer vil blive registreret i kommandokøen.
- Kommandolog og kommandoreturkoder: Vis kommandoer i kontrol, deres udførelsesstatus og fejl.
- Jogging -kontrol: Tillad manuel positionering af laseren. Venstre lodret skyderkontrolbevægelseshastighed, højre skyderkontrol trinstørrelse.
- Gravering preview: dette område viser den sidste forhåndsvisning af arbejdet. Under gravering viser et lille blåt kryds den aktuelle laserposition ved kørsel.
- Grbl reset/homing/unlock: disse knapper sender kommandoen soft-reset, homing og unlock til grbl board. Til højre for oplåsningsknappen kan du tilføje nogle brugerdefinerede knapper.
- Feed hold og resume: disse knapper kan suspendere og genoptage programkørsel ved at sende Feed Hold eller Resume kommando til grbl board.
- Linjetælling og tidsfremskrivning: LaserGRBL kunne estimere programmets udførelsestid baseret på faktisk hastighed og jobfremgang.
- Tilsidesætter status og kontrol: vis og rediger faktisk hastighed og effektoverstyring. Tilsidesættelser er en ny funktion i grbl v1.1 og understøttes ikke i ældre version.
Trin 17: Trægravering




Rasterimport giver dig mulighed for at indlæse et billede af enhver art i LaserGRBL og vende det GCode -instruktioner uden brug af anden software. LaserGRBL understøtter fotos, clipart, blyantstegninger, logoer, ikoner og prøv at gøre det bedste med enhver form for billede.
Det kan hentes tilbage fra menuen "Filer, Åbn fil" ved at vælge et billede af typen jpg,-p.webp
Indstillingen for gravering er forskellig for alle materialer.
Definer graveringshastigheden pr. Mm og Kvalitetslinjer pr. Mm Video Vedlagt er time-lapse af hele processen.
Trin 18: Tyndt papirskæring

Denne 250mW laser er også i stand til at skære tynde papirer, men hastigheden skal være meget lav, dvs. ikke mere end 15 mm/min, og laserstrålen skal justeres korrekt.
Video vedhæftet er time-lapse af hele processen.
Trin 19: Vinylskæring og fremstilling af tilpassede klistermærker


Jeg har lavet et Custom Vinyl klistermærke. Boarderhastigheden ændres med hensyn til farven på den anvendte vinyl.
Mørke farver er lette at arbejde med, mens de lysere farver er nogle vanskelige.
Ovenstående billeder viser, hvordan du bruger vinylklistermærker, der er fremstillet ved hjælp af CNC.
Men husk, at brændende vinyl frigiver kræftfremkaldende dampe. De lugter virkelig dårligt.
♥ Særlig tak til GRBL -udviklerne:)
Jeg håber, at du kunne lide dette projekt, lad mig vide i kommentarerne, hvis der er spørgsmål, jeg vil også gerne se billeder af dine CNC -maskiner!
Tak!! for din støtte.
Anbefalede:
CNC 500mW lasergraver: 9 trin

CNC 500mW lasergraver: Oprettet af: David Tang Denne guide vil guide dig gennem samlingen og opsætningen af CNC 500mW lasergraver fra Lees elektronikkomponenter. Alle dele, der bruges i denne vejledning, er inkluderet i sættet, og nogle udskiftningsdele kan købes ind
Sådan laver du en brugerdefineret printkort ved hjælp af en lasergraver med lav effekt: 8 trin (med billeder)
")
Sådan laver du et brugerdefineret printkort ved hjælp af en lasergraver med lav effekt: Når det kommer til at lave et hjemmelavet printkort, kan du finde flere metoder online: fra de mest rudimentære, kun ved hjælp af en pen, til de mere sofistikerede ved hjælp af 3D -printere og andet udstyr. Og denne tutorial falder på den sidste sag! I dette projekt vil jeg
DIY billig og robust lasergraver: 15 trin (med billeder)
")
DIY billig og robust lasergraver .: I denne instruktion vil jeg vise dig, hvordan jeg lavede min egen DIY lasergraver til meget billig. Også de fleste dele reddes enten fra gamle ting eller er meget billige. Dette er et meget interessant projekt for enhver elektronikhobbyist. Denne graver m
DIY 3D -trykt lasergraver med ca. 38x29cm graveringsområde: 15 trin (med billeder)
")
DIY 3D -trykt lasergraver med ca. 38x29cm Graveringsområde: Et ord i forvejen: Dette projekt gør brug af en laser med en stor mængde udstrålet effekt. Dette kan være meget skadeligt for forskellige materialer, din hud og især dine øjne. Så vær forsigtig, når du bruger denne maskine, og prøv at blokere alle direkte og
Arduino Mini CNC Plotter (Med Proteus Project & PCB): 3 trin (med billeder)
: 3 trin (med billeder)")
Arduino Mini CNC Plotter (Med Proteus Project & PCB): Denne arduino mini CNC eller XY plotter kan skrive og lave designs inden for en rækkevidde på 40x40 mm. Ja, dette område er kort, men det er en god start på at hoppe ind i arduino verden. [Jeg har givet alt i dette projekt, selv PCB, Proteus File, eksempeldesign og